BDO, also known as 1,4-butanediol, is an important basic organic and fine chemical raw material. BDO can be prepared through the acetylene aldehyde method, maleic anhydride method, propylene alcohol method, and butadiene method. The acetylene aldehyde method is the main industrial method for preparing BDO due to its cost and process advantages. Acetylene and formaldehyde are first condensed to produce 1,4-butynediol (BYD), which is further hydrogenated to obtain BDO.
Under high pressure (13.8~27.6 MPa) and conditions of 250~350 ℃, acetylene reacts with formaldehyde in the presence of a catalyst (usually cuprous acetylene and bismuth on a silica support), and then the intermediate 1,4-butynediol is hydrogenated to BDO using a Raney nickel catalyst. The characteristic of the classical method is that the catalyst and product do not need to be separated, and the operating cost is low. However, acetylene has a high partial pressure and a risk of explosion. The safety factor of the reactor design is as high as 12-20 times, and the equipment is large and expensive, resulting in high investment; Acetylene will polymerize to produce polyacetylene, which deactivates the catalyst and blocks the pipeline, resulting in a shortened production cycle and reduced output.
In response to the shortcomings and shortcomings of traditional methods, the reaction equipment and catalysts of the reaction system were optimized to reduce the partial pressure of acetylene in the reaction system. This method has been widely used both domestically and internationally. At the same time, the synthesis of BYD is carried out using a sludge bed or a suspended bed. The acetylene aldehyde method BYD hydrogenation produces BDO, and currently the ISP and INVISTA processes are the most widely used in China.
① Synthesis of butynediol from acetylene and formaldehyde using copper carbonate catalyst
Applied to the acetylene chemical section of the BDO process in INVIDIA, formaldehyde reacts with acetylene to produce 1,4-butynediol under the action of a copper carbonate catalyst. The reaction temperature is 83-94 ℃, and the pressure is 25-40 kPa. The catalyst has a green powder appearance.

② Catalyst for hydrogenation of butynediol to BDO
The hydrogenation section of the process consists of two high-pressure fixed bed reactors connected in series, with 99% of the hydrogenation reactions completed in the first reactor. The first and second hydrogenation catalysts are activated nickel aluminum alloys.
Fixed bed Renee nickel is a nickel aluminum alloy block with particle sizes ranging from 2-10mm, high strength, good wear resistance, large specific surface area, better catalyst stability, and long service life.
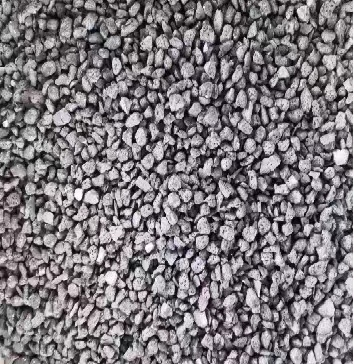
Unactivated fixed bed Raney nickel particles are grayish white, and after a certain concentration of liquid alkali leaching, they become black or black gray particles, mainly used in fixed bed reactors.
① Copper supported catalyst for the synthesis of butynediol from acetylene and formaldehyde

Under the action of a supported copper bismuth catalyst, formaldehyde reacts with acetylene to generate 1,4-butynediol, at a reaction temperature of 92-100 ℃ and a pressure of 85-106 kPa. The catalyst appears as a black powder.
② Catalyst for hydrogenation of butynediol to BDO
The ISP process adopts two stages of hydrogenation. The first stage is using powdered nickel aluminum alloy as catalyst, and low-pressure hydrogenation converts BYD into BED and BDO. After separation, the second stage is high-pressure hydrogenation using loaded nickel as catalyst to convert BED into BDO.
Primary hydrogenation catalyst: powdered Raney nickel catalyst
Primary hydrogenation catalyst: Powder Raney nickel catalyst. This catalyst is mainly used in the low-pressure hydrogenation section of the ISP process, for the preparation of BDO products. It has the characteristics of high activity, good selectivity, conversion rate, and fast settling speed. The main components are nickel, aluminum, and molybdenum.

Primary hydrogenation catalyst: powder nickel aluminum alloy hydrogenation catalyst
The catalyst requires high activity, high strength, high conversion rate of 1,4-butynediol, and fewer by-products.
Secondary hydrogenation catalyst

It is a supported catalyst with alumina as the carrier and nickel and copper as the active components. The reduced state is stored in water. The catalyst has high mechanical strength, low friction loss, good chemical stability, and is easy to activate. Black clover shaped particles in appearance.
Application Cases of Catalysts
Used for BYD to generate BDO through catalyst hydrogenation, applied to a 100000 ton BDO unit. Two sets of fixed bed reactors are operating simultaneously, one is JHG-20308, and the other is imported catalyst.

Screening: During the screening of fine powder, it was found that the JHG-20308 fixed bed catalyst produced less fine powder than the imported catalyst.
Activation: Catalyst Activation Conclusion: The activation conditions of the two catalysts are the same. From the data, the dealumination rate, inlet and outlet temperature difference, and activation reaction heat release of the alloy at each stage of activation are very consistent.
Temperature: The reaction temperature of JHG-20308 catalyst is not significantly different from that of imported catalyst, but according to the temperature measurement points, JHG-20308 catalyst has better activity than imported catalyst.
Impurities: From the detection data of BDO crude solution in the early stage of the reaction, JHG-20308 has slightly less impurities in the finished product compared to imported catalysts, mainly reflected in the content of n-butanol and HBA.
Overall, the performance of JHG-20308 catalyst is stable, with no obvious high byproducts, and its performance is basically the same or even better than that of imported catalysts.
Production process of fixed bed nickel aluminum catalyst
(1) Smelting: Nickel aluminum alloy is melted at high temperature and then cast into shape.
(2) Crushing: The alloy blocks are crushed into small particles through crushing equipment.
(3) Screening: Screening out particles with qualified particle size.
(4) Activation: Control a certain concentration and flow rate of liquid alkali to activate the particles in the reaction tower.
(5) Inspection indicators: metal content, particle size distribution, compressive crushing strength, bulk density, etc.
Post time: Sep-11-2023




